ELÉRHETŐSÉG
1011. számú Egyseg, Pingning Ipari Park, Longhai Kerület, Zhangzhou Város, Fujian Província
New York.
1011. számú Egyseg, Pingning Ipari Park, Longhai Kerület, Zhangzhou Város, Fujian Província
New York.

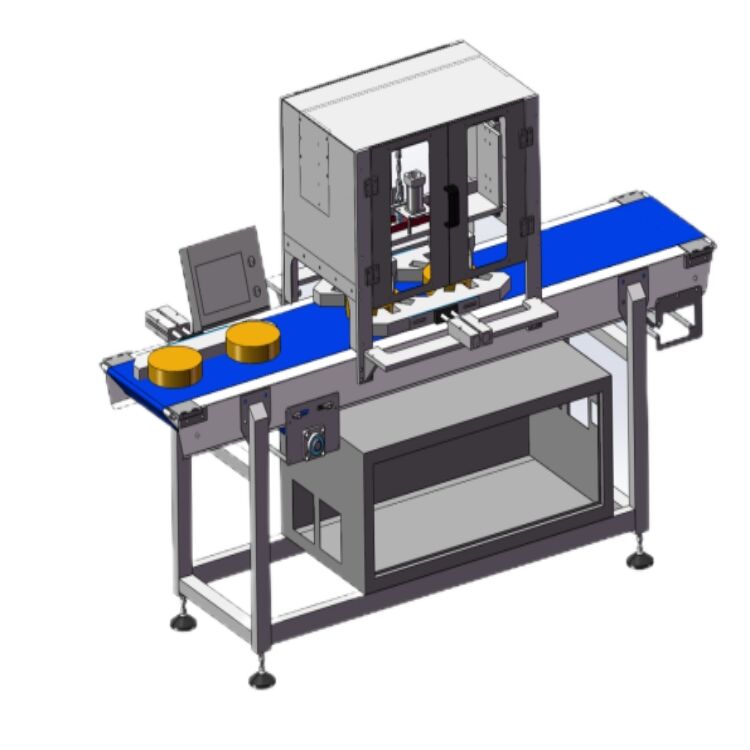
Wanli nagyfrekvenciás rezgéses vágás : Az ultrahangos vágáshoz az ultrahang-generátor által előállított nagyfrekvenciás rezgések (általában 20kHz és 40kHz között) szükségesek, amelyek az elektromos energiát mechanikai energiává alakítják át egy átalakítón keresztül.
Amikor ezek a nagyfrekvenciás rezgések a vágóeszközhöz jutnak, az eszköz rendkívül magas frekvenciával rezeg. Egy ragadós anyag, például sajt esetében az ultrahangos vágás lehetővé teszi, hogy az eszköz könnyen behatoljon a sajtba, nem kell nagy nyomást alkalmazni, mint a hagyományos vágási módszereknél.
A molekulák közötti erők megszakítása : Amikor az ultrahanghullámok a sajton haladnak keresztül, váltakozó tömörítési és ritkulási területeket hoznak létre. Ezekben a tömörítési területeken a molekulák közötti távolság csökken, a nyomás növekszik; a ritkulási területeken a molekulák közötti távolság növekszik, a nyomás csökken.
Ez a ciklikus nyomásingadozás megszakítja a sajtmolekulák közötti kohéziós erőket, így könnyebb őket elválasztani a vágás során. Emellett az ultrahangos energia helyileg növelheti a sajt hőmérsékletét, csökkentve annak viszkozitását, és tovább segítve a vágást.

Wanli Ultrahangos Sajtvágó Előnyök Magas Vágási Minőség :
Sima Vágási Felület : Mivel az ultrahangos vágáshoz magas frekvenciájú rezgéseket használ, a vágószerszám nem nyomja túl erősen vagy torzítja a környező sajtot, így nagyon sima vágási felületet eredményez. Ez kritikus fontosságú olyan alkalmazásokban, ahol a sajt alakja és megjelenése kiemelt jelentőségű, például felső kategóriás vendéglátás és élelmiszer-feldolgozás esetén. Méretpontosság ultrahangos vágás révén pontosan szabályozható a vágás mérete és alakja. A vágószerszám rezgési frekvenciájának, a vágási sebességnek és a vágási mélységnek az állításával a sajt különféle, pontos méretekre vágására kerül sor. Ez biztosítja a precíz méretbeli követelményeket, például sajt domborművek készítésekor vagy sütéshez való apró darabok előállításakor.
Magas vágási hatékonyság :
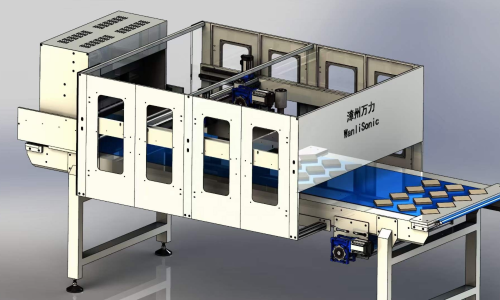
Gyors vágási sebesség: Az ultrahangos vágás gyorsabb a hagyományos vágási módszerekhez képest. Ennek oka, hogy az ultrahangos rezgések gyorsan felbontják a sajt szerkezetét, így a vágás folyamata simább, csökken a vágási ellenállás, ezáltal növekszik a vágási sebesség. Ez jelentősen növelheti a termelékenységet ipari termelés vagy nagy mennyiségű sajt feldolgozása során.
Magas folyamatos vágóképesség: Az ultrahangos vágóeszközök hosszabb ideig fenntartják a magas vágóhatékonyságot, megakadályozva, hogy az eszköz ragadjon a sajthoz, vagy csökkenjen a vágóképessége. Ez biztosítja az állandó vágási minőséget és sebességet még nagy mennyiségű sajt folyamatos vágása esetén is.

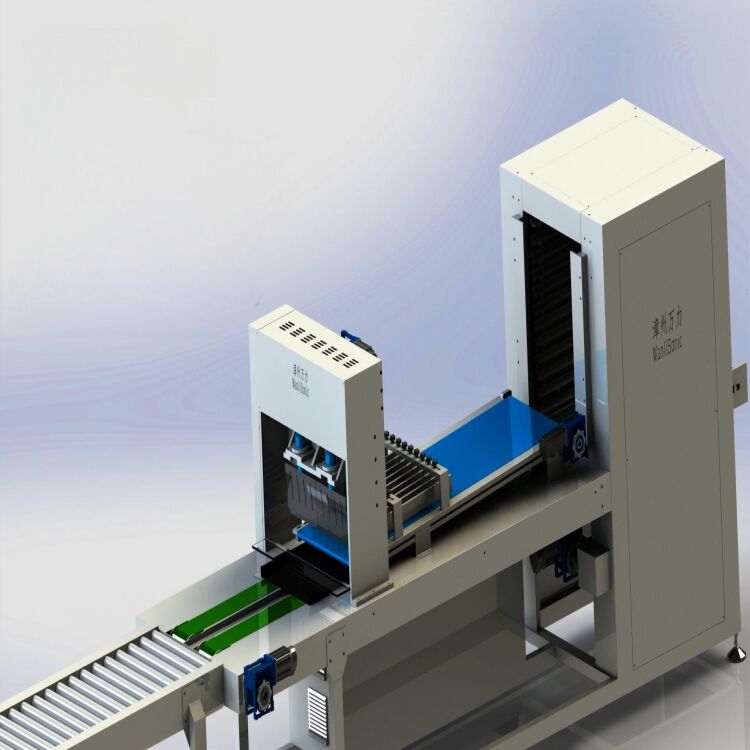
Wanli Higiénikus és környezetbarát :
Nincs eszközkopás és szennyezés: Az ultrahangos vágás során a pengék magas frekvenciájú rezgésekkel vágnak, így a sajttal való súrlódás minimális, következésképp az eszközkopás is minimális. Ez azt jelenti, hogy az eszközkopásból származó fémtörmelék nem kerül a sajtba a vágás folyamán, biztosítva a sajt tisztaságát és higiéniai minőségét.

Könnyen tisztítható az eszközök viszonylag egyszerűek, a pengék sima felülettel rendelkeznek. A vágás után a pengéken és az eszközökön maradt sajt könnyen eltávolítható. Ez különösen előnyös a élelmiszeripari higiéniai szabványok teljesítése szempontjából, és csökkenti a tisztítási időt és költségeket
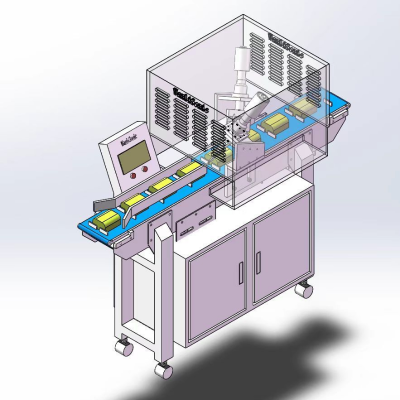
Alkalmazási forgatókönyv : Élelmiszer-feldolgozó ipar – pékárugyártás: Sütemények, pékáruk elkészítésekor a sajtot és sajttermékeket előzetesen kis darabokra vagy vékony szeletekre kell vágni, majd a tésztához adni. Az ultrahangos vágástechnológia pontosan a receptúra által előírt méretre vágja a sajtot, a sima vágási felület pedig lehetővé teszi, hogy a sajt egyenletesebben keveredjen, ezzel javítva a pékáruk minőségét és ízét. Sajttermék-feldolgozás: Sajtszobrok és formák készítésekor az ultrahangos vágástechnológia segítségével a kézművesek különböző összetett alakzatokra tudják vágni a sajtot, biztosítva a pontos formákat és sima felületeket, végül így létrehozva díszítő célokra alkalmasabb sajttermékeket.
 Aktuális hírek
Aktuális hírek2026-04-01
2026-03-24
2026-03-19
2026-03-16
2025-12-14
2025-12-13